Zenith Awards 2008
Category: Transport, Power and Infrastructure
Company: Neo Vista System
Integrators
Project: Solar Cell Vision Processing
Environmentally friendly becomes more environmentally
friendly
Most people acknowledge that solar power is clean, green and energy efficient however this becomes a reality only if the manufacturing process of the cells also exhibits such traits. A major breakthrough by a NSW-based company, NVSI, has reduced waste and improved energy efficiency in the manufacture of solar cells.
This was a casually mentioned ‘side’ project with the main objective being to reduce the unnecessary processing of units that were incomplete or badly placed in carrier trays. This would result in the cells falling through to smash on the floor. Originally, automatic detection of cracked, broken or mis-placed cells was proposed to save operator time, but the chosen detection method will deliver much more. The system has become a ‘must have’, delivering significant energy, cost, materials and time savings with a future extension to grading the incoming cells.
The project was complicated by a surface area acceptance limit. Any cell missing 5mm x 5mm or more is to be rejected before entering the process line. The extreme fragility of the incoming cells results in frequent missing corners, and mis-placed cells may only show up as a tiny height difference over the entire cell area which means highly accurate measurement is required.
There were major challenges to overcome, for instance, the harsh process changes the tray surface over time from a pattern with variable height, to smooth. Another major factor was that while placement in the trays is by robot, operator presence in the area means equipment must be eye-safe; the system was required not to restrict operator access to the conveyor on which the trays move. Additionally, the measuring system had to be separate to the conveyor, which is a slip version, and measure to an accuracy of ± 1mm over 1m.
Research
At first, it was thought a camera might give sufficient image resolution but it is difficult to gain even distribution of light over a 1m2 tray area and a 2D camera is unable to detect vertical shift. A 3D camera system introduces a line laser at an angle into a cramped space, and requires multiple cameras for 1mm accuracy at astronomical cost!
This brought NVSI back to the original idea of a high speed scanning laser. But how to analyse the data? The innovation of this system is in treating the scanning laser output as image data from a linescan camera. Height readings are passed back as light intensity resulting in a gray-scale map of the tray.
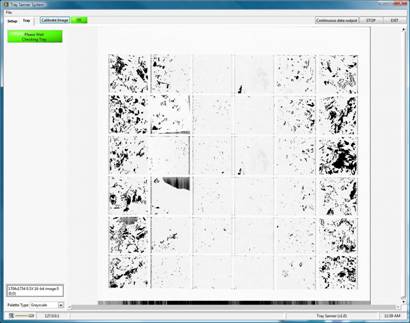
Figure 1 Geometrically corrected gray-scale image from scanning laser
The analysis advantage is that normal vision software tools can be used for object recognition. In Figure 2, the interpretation of the gray-scale image gives a clear indication of faulty cells.
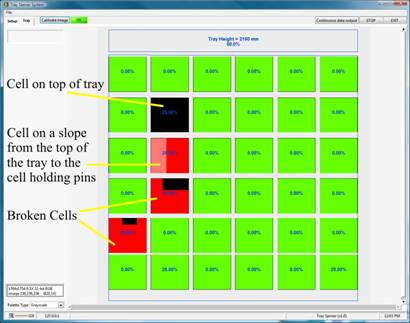
Figure 2 Fault detection screen of Figure 1
Implementation
This thought breakthrough was tested in a static laboratory trial at NVSI. Once the concept had been proven, a factory trial was run to collect real data which revealed extensive laser modifications were needed for clear images and measurement accuracy. The laser supplier was already planning to boost power but the trick was to keep it eye-safe.
Other decisions at this phase were to take all raw data into a SQL Server database for analyzing cell size, shape and height. The client requires cells to undergo full processing if less than 5mm x 5mm of the cell is missing. More than this and the cell has too little surface area for efficient energy production. Using a database allows statistics on cell breakage rates to be transferred to a SCADA package. The tray placement robot software can then be refined according to those statistics.
The data also revealed that there is variable conveyor speed. As the conveyor is deliberately constructed to slip, an encoder can’t be used to aid measurement.
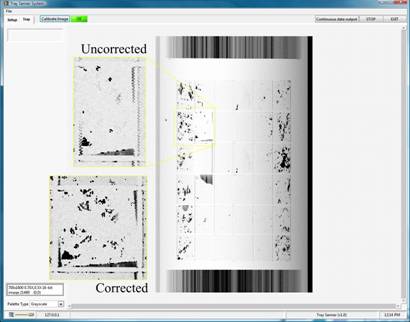
Figure 3 Uncorrected image
Overcoming
the Challenges
In response to industry requirements the laser is now double the original power with an increased scanning speed. Absorption of light by the silicon solar cells was always going to be an issue whether using cameras or lasers but it was this feature which meant a large power boost was needed for this project. The other hardware obstacle was the method of producing the eye-safe laser. The laser is not a steady flow of light but a stream of discrete light ‘droplets’ produced by a rotating polygonal mirror. At each rotation, the angle of the mirror changes giving rise to fluctuating scan lines. Special image processing algorithms were developed to correct these aberrations.
Determining the actual height of the cell, where the cell to tray height is 0.2% of the laser detection range and the reference tray height changes over time, was a difficulty contributed to by changes in reflectivity across cells giving differing distance measurements (see Fig 1 for differences in shading). So successful was NVSI in overcoming these issues that the tray height measurement repeatability is 0.1mm.
All raw data from the laser had to be moved rapidly across the Ethernet to the database causing bandwidth problems. Image processing hogs memory and CPU resources so a lot of time was spent optimizing this function. Currently, each line of data is processed in less than 2 milliseconds.
Determining the tray speed on a slip conveyor for accurate measurements was another fact of life to be dealt with.
This project was started in late 2006 with much of the research taking place beforehand. Laser upgrades, as a new technology, have been slow to market and resulted in considerable delay in project completion.
Outcome
This project proved to be more significant than the original brief. It has not only removed a process bottleneck, reduced the cost of raw materials, energy per unit produced and lowered the amount of waste from the plant, it has improved throughput to help meet higher global demands for solar energy which is really taking off with government subsidies and focus. There is now up to double the product for the same amount of input energy and increased production volume per square metre of plant. With silicon in short supply, NVSI has hugely increased the efficiency of the plant in terms of less manufacturing wastage and the cost of raw materials as well as operator time. Production staff are asking when more units will be installed.
This project has the WOW factor. From a
relatively small idea, an entire new grading technology will result. It uses new-to-market
laser technology in an innovative way (never envisaged by the laser developers)
to deliver a low-cost solution for a resource-saving process. It results in
greater energy efficiency, lower manufacturing cost, more throughput, a happier
workforce and reduced industrial waste for the client company. It has
strengthened collaborative ties between the laser supplier and NVSI. It will
help
Initially, there are export opportunities within the solar cell industry both from the client company and in proposed new manufacturing facilities in China and elsewhere but this system is a generic, compact, low-cost product for use in many industries, e.g. for measuring the flatness of manufactured surfaces and component size without interrupting production flow.
The project had considerable technical challenges but the result is a broadly applicable product with strong export opportunities for a tiny wholly Australian-owned company.